製品開発・試作のサイクルタイム大幅短縮と量産まで
HOME
サービス紹介
設備紹介
金属積層造形機(ProXDMP200)
3D検査設備
2次加工設備
金属3D製作事例
3D造形・加工事例紹介
ソリューション実例
ご注文の流れ
金属3Dコラム
資料ダウンロード
お見積り・ご相談
FAQ
トピックス
会社概要
個人情報保護方針
ODEC TOP
toggle navigation
H0ME
サービス紹介
設備紹介
金属積層造形機
(ProXDMP200)
3D検査設備
2次加工設備
金属3D製作事例
3D造形・加工事例紹介
ソリューション実例
ご注文の流れ
金属3Dコラム
お見積り・ご相談
FAQ
トピックス
個人情報保護方針
会社概要
ODEC TOP
資料ダウンロード
Merit & Demerit
金属3Dプリンターのメリットとデメリット
メリット
微細形状
/
複雑形状
の再現
軽量化
部品の
一体化
(コストダウン)
3D水管
(3次元形状の穴)
短納期
金型レス
で量産パーツ製作(イニシャルコスト低減)
最適設計
により製品性能向上、設計自由度の向上
デメリット
サポート
(支持形状)が付く
大量生産に向かない
従来の形状のまま製作してもメリットが出づらい
無垢形状や単品製作などの場合コスト高となる
試作の場合、量産工法で製作できない形状も造形できてしまう
Approximate Shape
造形できる形状の目安
基本的に3つの法則
金属造形では「なんでも自由に造形できる」わけではありません。
以下の法則に従い、造形検討を行っています。
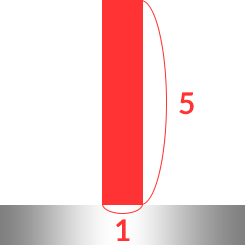
アスペクト比
底面:高さ=1:5以内の目安
ただし、ラティス構造のように構造的に支え合う形状であったり、サポート補助形状を作成することで1:5を超えるものを作ることも可能です。
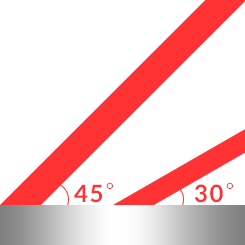
アンダー角
標準的には
45°以下の箇所にはサポートをつけることが推奨
30°がサポートなしで造形できる限界。
レーザー照射面積
1層あたりのレーザー照射面積はソリを抑えるため
プレート面積の1/2以下に抑えることが必要
ラティス構造や肉抜きなどで断面積を軽減すると造形時間も短くなり、成功率が高まります。
Movie
金属3Dプリンターの加工ムービー